
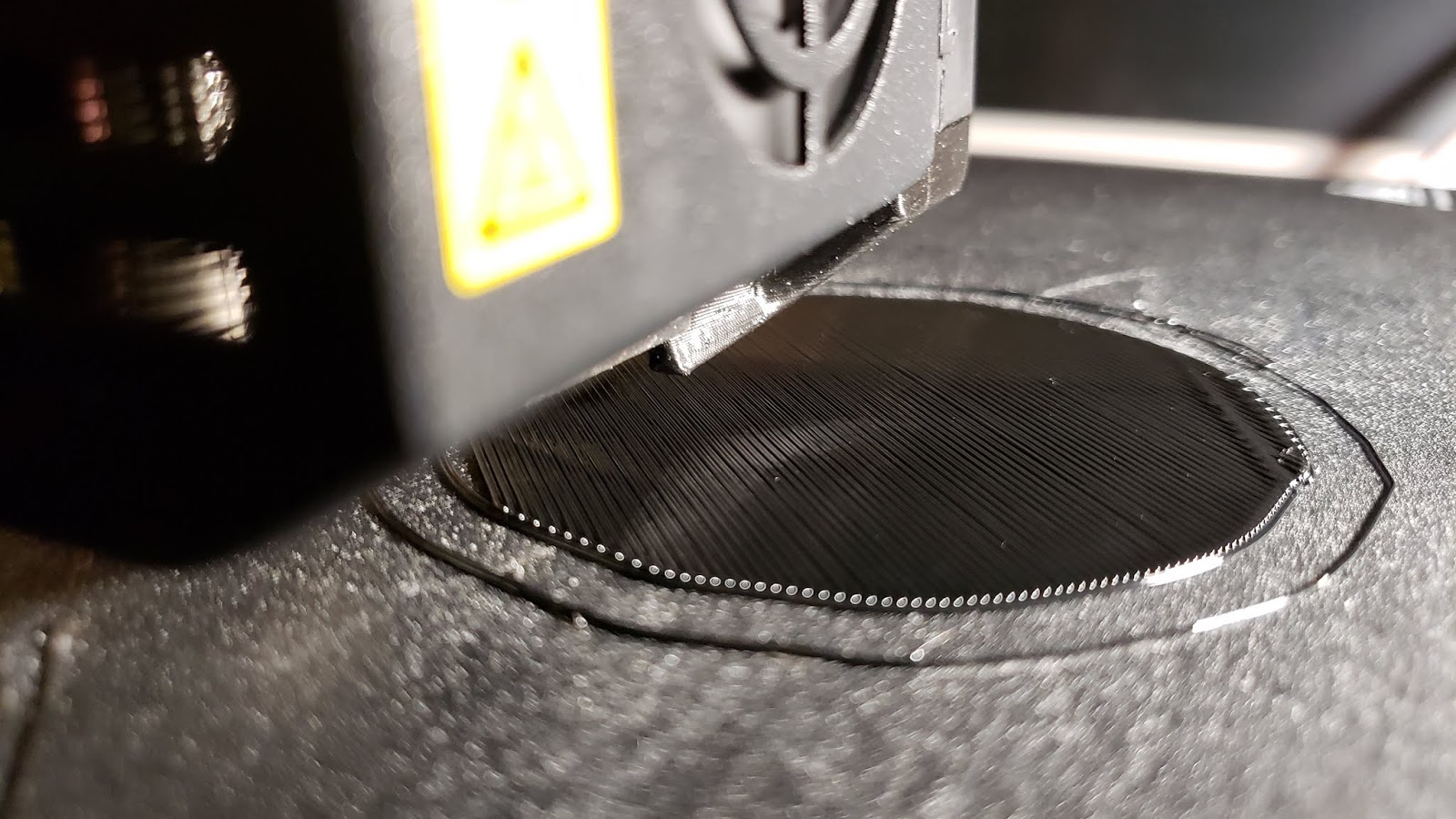
Being new to 3D printing, I can't just look at a problem print and say, "Oh, this setting is messed up." The above mess happened the day after my printer laid down this beautiful pattern when making the chip guard for my Atlas lathe.

A first question out of my brain in these kinds of situations is always "what changed"? In this case, nothing that I knew of. So then I thought, OK, let's try printing the bottom layers of the chip guard again. The below photo is the result. As you can see, the right side of the print was turning out very messy just like the photo at the top. I tried fiddling with nozzle temperature, changing from 240C to 230C, but that didn't help. I then slowly lifted the nozzle away from the bed while printing and that's what made the difference, as seen on the left part of the print. I guess when people say PETG doesn't like to be squished out, they are very right.

Sooooo, how did my printer settings change? I dunno. But to fix the problem, I reset the Z-axis nozzle gap to 0.20mm and re-leveled the bed. I hadn't leveled the bed for quite a few prints and it was doing fine with the print just prior to this one. Anyway, after resetting things, below shows the fruits of my labor, another very smooth PETG print taking shape.
And now for some photos of the project as it is being printed, and then a couple shots of the finished piece.





Below is a short video of the printing process. The sides of the pen holder (technically "cloth vase" on Thingiverse where I got the file) are one layer thick. Quite the torture test for the printer.
No comments:
Post a Comment