It was a bit of a bummer that this new-to-me lathe didn't come with a chuck (or motor/tool post/gears), but I happened to remember I had a small 3" chuck (Union Mfg. Co. No. 153 Class S) that had come into my possession almost 40 years ago. So of course a new backing plate is now needed. I rummaged around and came up with two pieces of steel that I could cobble into what I needed. The large donut shaped piece already had a large hole through the center so I just bored it out to clean it up, then turned a smaller piece of round stock to fit the hole. I then cut a short disk of steel from the smaller chunk and welded it to the large donut.

Here is the semi-finished part with the center drilled and tapped to 1/2-20 threads to fit the lathe spindle.





With the three-step pulley I found in the basement mounted to the motor, lathe speeds are 86, 152 and 228 RPM using back gears and 430, 760 and 1140 RPM in direct drive.

Just look at that professional wiring job. Exposed terminals? Check. Frayed and cracked insulation? Check. Motor not bolted down? Check. Nothing out of the ordinary here.

The face and sides of the faceplate are trued up now. The lathe doesn't have a normal carriage handwheel. It uses the lead screw (via a handle on the right end) and the half nut lever engaged to push/pull the carriage lengthwise on the lathe ways (with the half nut lever disengaged, the carriage slides freely). I removed the large gear on the left end of the lead screw when doing this machining operation so I didn't have to fight with the gear train every time I needed to turn the leadscrew. All in all, things worked better than I expected.

The next photo shows the step cut in the faceplate to register the chuck to the faceplate. Look at all them chips. I mean, shavings.

Ta-da. I do wish I had a set of inside jaws for this chuck. I'll just have to make do with the ones on it though.

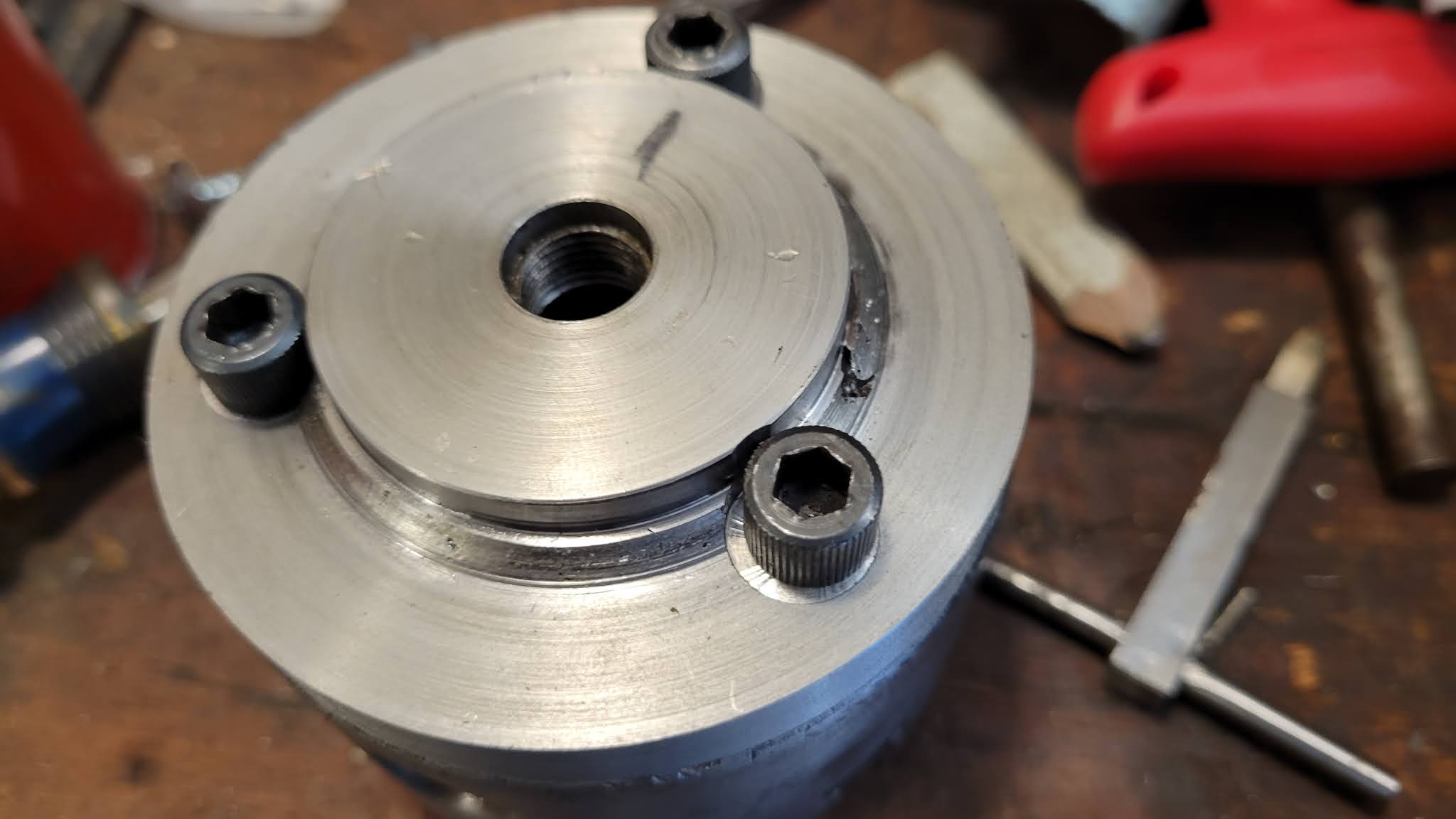
Next step I need to do is to mill some reliefs in the back of the faceplate so the socket head cap screws can mate flush with the faceplate back.


I chucked up a transfer punch in a collet to dial in the location of the mill axis to the hole centerlines.

I then spot-faced 1/2-inch flats.


Finally, I tried truing up the jaws of the chuck using this hokey setup. Maybe the lathe is just too rudimentary to expect anything close to exact, but I could only get the jaws to hold a ground bar to within about 0.005" runout. A turned part would be more precise than that though.








Here's my chance to use my new imported dividing head for an actual project. In the below photo I'm getting the faceplate perpendicular to the mill axis.




Below is an image of a couple pages from the Union chuck company, circa 1925. The little 3-jaw chuck I put on this lathe cost $20 in 1925. I obtained the scans from VintageMachinery.Org.

It's been quite the ordeal the last couple of days to get this 75-year-old lathe up and running again. I didn't break anything during the rejuvenation (major win) and it is quite satisfying to know this little beauty won't be parted out or sent to a scrap yard anytime soon.
No comments:
Post a Comment